All over the world,many cultures understand the process of dyeing as an art. This process has existed for more than 2500 years and continues today. It is the primary ingredient for the textiles industry which has seen several disruptions and the introduction of advanced technologies. Basic dyes are essentially used for color fastness for various fabrics: cotton, silk, or wool (natural), or man-made like polyester, nylon, or rayon.
Today, Basic Dyes Manufacturers like Vipul Organics is known for such processes catering to the textile industry. As new technologies appear there is a need for approaching the right basic dyes makers.
What makes us different from others in producing dyes and pigments for the textile industry? The following blog captures the essence of our knowledge, experience, and procedures for dyes being used as powder. Over the years, we have also understood the chemical structure of dyes which offer permanent coloring to the fabric, its saturation, and its importance to make fabrics more attractive.
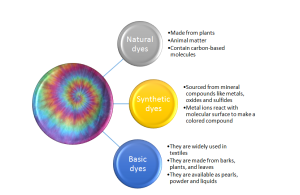
Based on the chemical composition, dyes are classified as natural or synthetic in characteristics.
Basic dyes are water soluble and are also called cationic dyes. They are best suited for acrylic fibers due to their hydrophobic features and also for polyacronitrile material. At times they can also be used for wool and silk. They are light and fast and perfect for fabrics made by the textile industry. They have a resistance to ultraviolet rays and do not get destroyed which makes them ideal agents for coloring. When good quality cotton fabrics are washed repeatedly they do not lose their shine and continue to remain fresh.
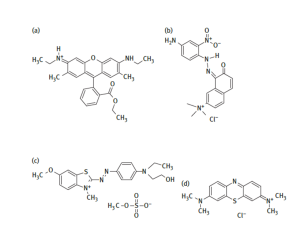
Example of a basic dye structure for red and blue colors
They have some limitations which need to be taken into account while giving an order to any basic dyes manufacturers.

These dyes can also be modified to increase their properties and light fastness. They make the fabrics stronger and more attractive for the end user. In the modified version they can also be applied to color vegetable-tanned leather. For acrylic fabrics 42, 75 orlan and 61 cresaln are popular.
Textile process
The process takes place in an aqueous solution. It is called dye liquor or dye bath. When the fabric absorbs the dye and the desired hue emerges, these are the key indications for the process. The color should be permanent and not leak through the fabric for it to be of good quality. Tests have to be conducted to check with repeated rinsing, washing, and drying in the sunlight. The color should not fade with intense sunlight.
Absorption happens when the dye molecule is attached to the surface of the fiber. Without the desired color the fiber is not very attractive or appealing to the consumer.
The processes involved to make it possible are:
- Ionic forces
- Covalent linkages
- Vander Wals forces
- Hydrogen bonding
When you approach Vipul Organics for your textile needs do check out the website for further information on basic dyes. We focus on chemistries, properties, and how we can achieve our goals to meet customer satisfaction.